

 濮阳k9球墨铸铁管企业-大厂直销
<濮阳>鹏瑞管业有限公司
濮阳k9球墨铸铁管企业-大厂直销
<濮阳>鹏瑞管业有限公司
球墨铸铁管比普通铸铁管强度高球墨铸铁和普通铸铁里都含有石墨单体,就是说铸铁是铁和石墨的混合体。普通铸铁中的石墨是片状存在的,石墨的强度很低,所以相当于铸铁中存在许多片状的空隙,所以普通铸铁强度比较低,较脆。石墨铸铁中的石墨是呈球状的,相当于铸铁中存在许多球状的空隙。球状空隙对铸铁强度的影响远比片状空隙小,所以球墨铸铁强度比普通铸铁强度高许多。强度高的球墨铸铁管自然更受欢迎。球墨铸铁管定义使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,称球墨铸铁管,简称为球管、球铁管和球墨铸管等。 特点 球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%,因而材料本身的机械性能拥有了较好的改善,具有铁的本质、钢的性能。

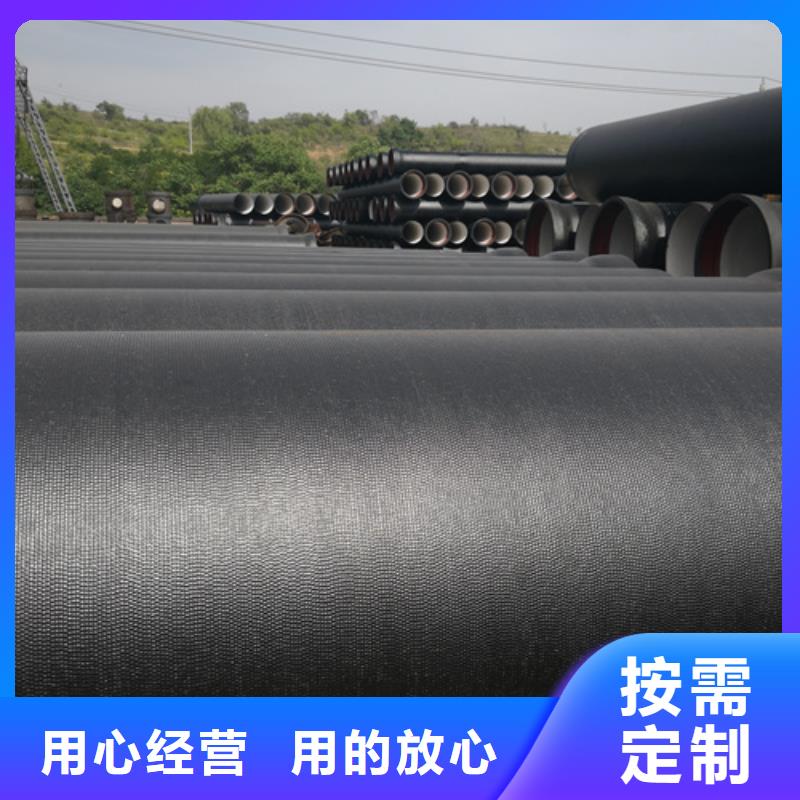
球墨铸铁管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,按当前国际上先进的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有高强度、高延伸率、耐腐蚀的钢筋铁骨。球墨铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。本身中空,再加上球墨铸管管壁的特殊性(particularity),可薄可厚,针对不同的用途来选择,管壁较薄的一种在加工的时候更加容易,当然质量问题也不用过多的关心。球墨铸铁管按接口形式不同分为柔性接口、法兰接口、自锚式接口、刚性接口等。球墨铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。


球墨铸铁管是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点的管件;内壁采用水泥砂浆衬里,改善了管道输水环境、提高了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率,使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,改善管道的受力状态,从而提高了管网运行的可靠性。因此,我国供水行业通常采用球墨铸铁管作为主管件。我公司的给供水用、排水用、消防、穿线用球墨铸铁管及管件,采用高新技术制造工艺EP(消失模)工艺制造而成。产品规格从DN80~DN1400mm,产品标准遵循ISO2531GB/T13295,EN545,EN598等球墨铸铁管严格按照ISO9001国际质量体系标准构建产品质量保证体系,检测手段齐全,并通过国际认证.产品包括三大系列500多个品种,可依照GB/T12772—99、GB8716—88、CISPI301、ISO6594、BS416、ASTM74等多种标准组织生产,生产的高水准球墨铸铁管和配套管件。
<濮阳>鹏瑞管业有限公司球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。